| |
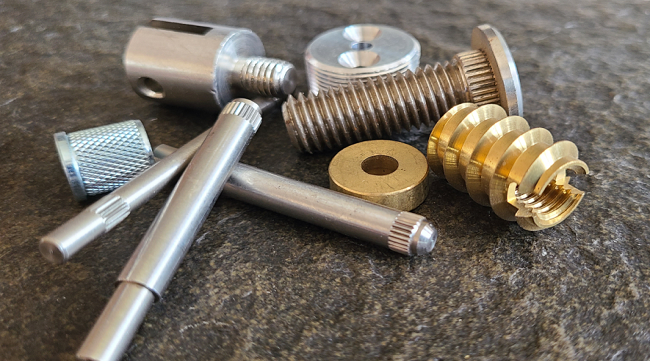
 关于非标车削件的说法就比较笼统了,简单来说,就是按图设计要求生产出来的产品,都叫非标件。此类产品是客户单独使用,无法流通市场让大众分享,国标手册也不会有,所以叫非标。我们这个行业中的非标车削件一般是指比较精密的一些小零件,和大型加工件还是有些区别的。精密车削件的设备多是采用自动车床或是数控车床以及加工中心等高精密设备完成。无锡泛奥公司多台精密数控加工中心及N台自动车床设备,可以生产不锈钢精密车削件、铜车削件、碳钢车削件以及铝车削件。值得注意的是,如果客户要求用304不锈钢的材料生产非标车削件,我们一般会让用户选择303的不锈钢车削件代替,这是因为304的材料太软,加工的时候容易粘刀,精度保持的难度太大,而303含碳量略高于304,硬度好,便于车削。而且303的材料防锈性能和304的材料无任何区别,用户可放心使用 关于非标车削件的说法就比较笼统了,简单来说,就是按图设计要求生产出来的产品,都叫非标件。此类产品是客户单独使用,无法流通市场让大众分享,国标手册也不会有,所以叫非标。我们这个行业中的非标车削件一般是指比较精密的一些小零件,和大型加工件还是有些区别的。精密车削件的设备多是采用自动车床或是数控车床以及加工中心等高精密设备完成。无锡泛奥公司多台精密数控加工中心及N台自动车床设备,可以生产不锈钢精密车削件、铜车削件、碳钢车削件以及铝车削件。值得注意的是,如果客户要求用304不锈钢的材料生产非标车削件,我们一般会让用户选择303的不锈钢车削件代替,这是因为304的材料太软,加工的时候容易粘刀,精度保持的难度太大,而303含碳量略高于304,硬度好,便于车削。而且303的材料防锈性能和304的材料无任何区别,用户可放心使用
非标车削的加工方法
跟设备和人员技术有莫大的关系,通常我们加工一些轴类零件时,都是采用圆杆材料加工,调整车床的走刀模式,根据零件图纸的要求,或高或低,或粗或细对车削出精密的产品。如果是一些大型的非标车削的,在精加工之前,还会有一道粗加工的流程,用车刀先车削掉材料表面的金属层,当达到接近值时,面精加工控制表面的光洁度和公差就可以了。
1.粗车车削加工是外圆粗加工最经济有效的方法。由于粗车的目的主要是迅速地从毛坯上切除多余的金属,因此,提高生产率是其主要任务。
粗车通常采用尽可能大的背吃刀量和进给量来提高生产率。而为了保证必要的刀具寿命,切削速度则通常较低。粗车时,车刀应选取较大的主偏角,以减小背向力,防止工件的弯曲变形和振动;选取较小的前角、后角和负值的刃倾角,以增强车刀切削部分的强度。粗车所能达到的加工精度为IT12~ITll,表面粗糙度Ra为50~12.5μm。
2.精密车削件的主要任务是保证零件所要求的加工精度和表面质量。精车外圆表面一般采用较小的背吃刀量与进给量和较高的切削速度进行加工。在加工大型轴类零件外圆时,则常采用宽刃车刀低速精车。精车时车刀应选用较大的前角、后角和正值的刀倾角,以提高加工表面质量。精车可作为较高精度外圆的最终加工或作为精细加工的预加工。精车的加工精度可达IT8~IT6级,表面粗糙度Ra可达1.6~0.8μm。
3.精密车削件的特点是:背吃刀量和进给量取值极小,切削速度高达150~2000m/min。精细车一般采用立方氨化硼(CBN)、金刚石等超硬材料刀具进行加工,所用机床也必须是主轴能作高速回转、并具有很高刚度的高精度或精密机床。精细车的加工精度及表面粗糙度与普通外圆磨削大体相当,加工精度可达IT6以上,表面粗糙度Ra可达0.4~0.005μm。多用于磨削加工性不好的有色金属工件的精密加工,对于容易堵塞砂轮气孔的铝及铝合金等工件,精细车更为有效。在加工大型精密外圆表面时,精细车可以代替磨削加工。
1.普通非标切削与振动非标切削
 在普通非标切削中,切削是靠刀具与工件的相对运动来完成的。非标切屑和已加工表面的形成过程,本质上是工件材料受到刀具的挤压,产生弹性变形和塑性变形,使切屑与母体分离的过程
。在这种刀具始终不离开切削的普通切削中,刀具的作用包括两个方面:一个是刀刃的作用;一个是形成刀刃的刀面的作用。由于刀刃与被切物接触处局部压力很大,从而 在普通非标切削中,切削是靠刀具与工件的相对运动来完成的。非标切屑和已加工表面的形成过程,本质上是工件材料受到刀具的挤压,产生弹性变形和塑性变形,使切屑与母体分离的过程
。在这种刀具始终不离开切削的普通切削中,刀具的作用包括两个方面:一个是刀刃的作用;一个是形成刀刃的刀面的作用。由于刀刃与被切物接触处局部压力很大,从而
使被切物分离。刀面则在切削的同时撑挤被切物,促进这种分离。普通切削中,伴随着切屑的形成,由于切屑与刀具之间的挤压和摩擦作用,将不可避免地产生较大的切削力,较高的切削温度,使刀具磨损和产生切削振动等有害现象。
根据连续弹性体动力分析理论,在普通切削中,切削力一直作用在工件上,使得周边的材料也参与抵抗变形,就使得切口处切削力降低。在振动切削中,材料的破坏过程与普通切削不同,它由每次冲击产生细微破坏而完成切削。在振动切削中,因振动提高了实际的瞬间切削速度,并以动态冲击力作用于工件,使得局部变形减少,作用力集中,瞬间切削力增大。从而获得较大的波前切应力,有利于金属的塑性脆化。减小塑性变形,利于切削。在超硬材料的加工方面,这一优点更为突出。
与普通切削相比,锣锶紧固科技(无锡)有限公司还有高精端的数控车床。采用数控车床切削时切屑变形与切削力小,切削温度低,加工表面上不产生积屑瘤、鳞刺与表面微裂纹,再加上表面硬化程度较大,表面产生残余压应力小,切削过程稳定,容易加工出高精度与高表面质量的工件
,我们对于精度要求在正负0.02以下的产品,基本上就只能用数控车床来加工了,也只有这类高精度的车削设备才能达到这个精度要求。
为了控制成本,如果是一些公差范围相对来说比较宽松的轴类零件,我们则可以用半自动车床来加工了,半自动车床加工的精度可以控制在正负0.05以下,正常控制也在正负0.03之内的,而且生产速度快,同一个零件,如果用数控车床来加工,如果成本是一元钱的话,那么采用半自动车床来生产,其成本刚可以控制在0.7元以下,对于批量作业来说,整个采购成本还是下降的比较多了。
|